Aspectos técnicos
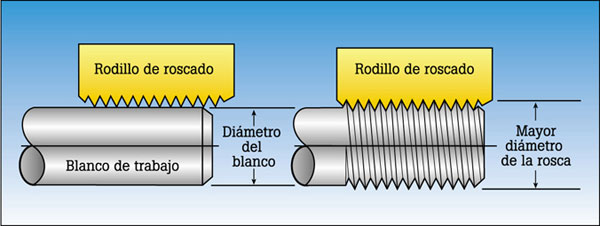
Roscas laminadas

La rosca laminada es el procedimiento de fabricación más económico y presenta las siguientes ventajas con respecto a la fabricación por arranque de viruta:
- Conformado de las fibras en los dientes sin corte de las mismas.
- Mayor resistencia a la fatiga.
- Aumento de la resistencia al desgaste debido al aumento de dureza por la presión de la laminación.
- Flancos de rosca más pulidos.
- Mayor resistencia a la corrosión.
- Exactitud del perfil.
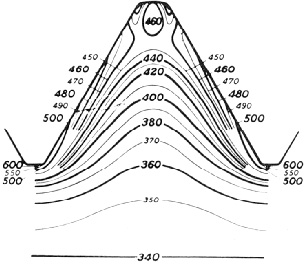
Aumento de dureza
En el gráfico adjunto puede apreciarse el aumento de dureza originado por el laminado de una rosca partiendo del material del núcleo de una dureza Brinell de 340.
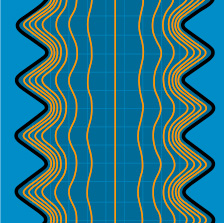
Conformado de fibras en la Rosca Laminada
En el gráfico se aprecia la conservación de las fibras iniciales que han cambiado de dirección sin corte de las mismas.
En laminado perfecto de roscas está condicionado a las siguientes especificaciones:
El diámetro de prelaminado dado por cálculo, o según tablas, debe estar dentro de las tolerancias determinadas. El estado de la superficie no presentará gran rugosidad. Cualquier aspereza trae consigo el riesgo de producir una disminución de diámetro de flancos, con los consiguientes errores de perfil, generalmente para piezas con rosca corriente. Sólo en casos de extrema precisión, se exige un previo rectificado. Las barras calibradas comerciales pueden ser utilizadas siempre y cuando su diámetro sea conveniente.
Forma de los biseles para el laminado. Cuando los filetes de las roscas de los rodillos penetran en el material, no solamente las crestas de los filetes sufren una fuerte presión radial, sino que además al desplazarse el material en el núcleo de la rosca de los rodillos, ejerce una presión lateral acentuada sobre los flancos de los filetes. Si el extremo no está biselado hay posible rotura de rodillo.
Por consiguiente se recomienda el verificar muy cuidadosamente el biselado antes del laminado. El ángulo del bisel se efectúa en función del material a laminar y el diámetro del mismo ha de ser inferior al diámetro del núcleo de la rosca a laminar.
Los biseles recomendados van en función del paso de rosca y de la resistencia del material.
Biseles correctos para los materiales a roscar
| EL PASO A ROSCAR + | |||
|---|---|---|---|
| 30º PARA MATERIALES < 50 kg/mm² | |||
| 25º PARA MATERIALES < 80kg/mm² | |||
| 20º PARA MATERIALES < entre 80 y 100 kg/100kg mm² | |||
| 15 º PARA MATERIALES > 100 kg/mm² | |||
Para roscas laminadas en plongèe, la pieza es introducida entre los rodillos giratorios, consiguiéndose alcanzar la longitud de rosca deseada, siempre limitada por el ancho de las herramientas de laminar. En este proceso la pieza no tiene ningún movimiento de traslación.
Hay 2 métodos de trabajo dependiendo de la máquina:
- Maquina asimétrica en el que el avance de penetración lo realiza un rodillo.
- Máquina simétrica en el que el avance de penetración lo realizan ambos rodillos a la vez.
En roscas laminadas, la pieza, además de girar, tienen un movimiento de traslación por efecto del especial diseño de los rodillos. Este proceso es apropiado para trabajar piezas que requieren largas longitudes de rosca, para lo cual son utilizados soportes adecuados.